

 русский
русский









Способ и этапы регулировки зазора ротора винтового компрессора
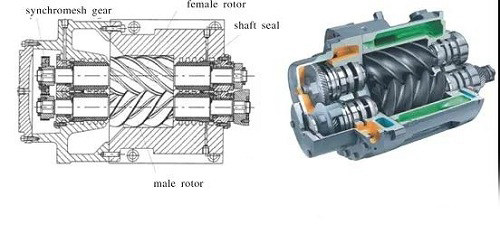
Обслуживание винтовой воздушный компрессор подшипников, уплотнений вала и других компонентов примерно такие же, как у центробежных компрессоров. Суть технического обслуживания заключается в регулировке и контроле соотношения зазоров охватывающего и охватываемого роторов посредством синхронных зубчатых колес. Женский и мужской роторы винтовых компрессоров на самом деле представляют собой пару косозубых шестерен, которые зацепляются друг с другом. Поэтому синхронная передача и винтовой ротор рассматриваются как единое целое. Основываясь на теории сопряженного зубчатого зацепления в зубчатой передаче, женский и мужской роторы заменены. Для того, чтобы реализовать регулировку коэффициента зазора зацепления ротора винтового компрессора.
Дизайн зазора
При работе винтового компрессора двигатель приводит во вращение ротор с высокой скоростью, а две торцевые поверхности корпуса компрессора являются неподвижными частями, между ними должен быть определенный торцевой зазор, а торцевая поверхность должна регулировать по мере увеличения мощности винтового компрессора. Разрыв также увеличится. При сборке ротора винтового компрессора очень важным этапом является регулировка зазора нагнетательного торца. Регулировка уменьшит рабочий объем компрессора. Если регулировка мала, легко вызвать трение между ротором и нагнетательным торцом. Поэтому размер зазора нагнетательного торца винтового компрессора определяется проектировщиком на основе реального инженерного опыта.
Как правило, зазор на выпускном торце винтового компрессора всесторонне определяется в зависимости от таких факторов, как мощность компрессора, условия эксплуатации, материал ротора и его цилиндра. Пока зазор нагнетательного торца винтового компрессора изменяется в определенном диапазоне, можно обеспечить нормальную работу компрессора.
Этапы реализации
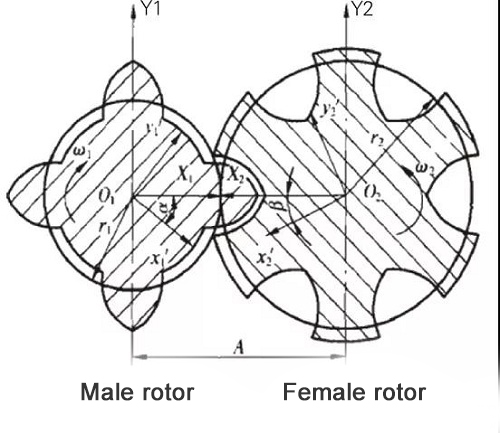
Ослабьте крепежные болты и установочные штифты между ведомым зубчатым венцом и колесом, чтобы сделать его гибким. Охватываемый и охватываемый роторы приводят в тесный контакт при повороте, и точно измеряется общий зазор между охватываемым и охватываемым роторами. Используйте желаемое значение зазора и общий зазор, чтобы вычислить разницу зазора поверхности вращения, а затем зафиксируйте щуп с такой же или близкой разницей к зазору поверхности вращения в области зацепления поверхности вращения охватывающего и охватываемого роторов. поворачивая. Во время регулировки можно ударять медным стержнем по винту синхронизатора до тех пор, пока щуп не сожмется и не остановится.
Поверните венец ведомой шестерни в положение, в котором она точно входит в зацепление с ведущей шестерней. Учтите, что при необходимости люфт шестерни можно полностью разместить со стороны зацепления зубьев, и затянуть болты крепления между венцом ведомой шестерни и ступицей. Выньте щуп между роторами с внутренней и наружной резьбой. Зазор в это время представляет собой зазор поверхности зуба, зацепляющий охватываемый и охватываемый роторы. Однако, чтобы безопасно встать, вам нужно использовать щуп, чтобы проверять одну за другой во время поворота, и тщательно измерять зацепление каждой части ротора и зазора.
Общий зазор между женским и наружным роторами винтового компрессора велик, поэтому диапазон регулировки коэффициента зазора устройства велик. Вообще говоря, коэффициент зазора винтового компрессора должен находиться в пределах от 0,8 до 1,2 нитей. На самом деле, когда винтовой компрессор вращается с высокой скоростью, из-за таких факторов, как термическая деформация профиля зуба и износ поверхности зуба шестерни, зазор для вытеснения имеет тенденцию к уменьшению, а зазор для вытеснения имеет тенденцию к увеличению. Для обеспечения надежной работы компрессора в течение длительного времени зазор канавки следует увеличивать при техническом обслуживании, а зазор канавки следует уменьшать, чтобы отношение зазора канавки к зазору канавки составляло от 1,0 до 1,2. .
Регулировка зазора в зацеплении винтового компрессора является наиболее важным этапом всего технического обслуживания. Это напрямую связано с нормальной работой винтового компрессора. Это сложная задача, которая иногда требует повторных корректировок для соответствия требованиям. Вышеизложенное отличается от традиционного мышления, принимая обратную идею, предварительно задавая начальную фазу ротора, а затем регулируя зазор между ведомым зубчатым венцом и ведущим зубчатым венцом и фиксируя его крепежными болтами. В нормальных условиях этот метод может напрямую получить зазор в зацеплении винтового компрессора, который соответствует требованиям, сокращая время на повторное измерение зазора и регулировку ведомого зубчатого венца, а также эффективно сокращая цикл технического обслуживания.
Категории
последний блог

Для запросов о наших продуктах или прерывах, пожалуйста, оставьте нам, и мы будем на связи в течение 24 часов.
© Авторские права: 2026 Aircompsupplier Все права защищены.

IPv6 сеть поддерживается

